
黒木優
融点が低いモノへのハンダ付け
2019年9月4日
こんにちは!
さきほど通り雨が降ったのですが、ちょうど製品の搬出や納入と重なり、おかげで荷物がベタベタに💦
やっと拭き取り作業が終わりました…
さて今日は、『融点の低いモノへのハンダ付け』という内容で書きたいと思います。
とある機械加工業者さんから、「亜鉛棒と真鍮をハンダ付けして欲しい。」とのご依頼がありました。
話を聞くと、ウチではない別の「ろう付け」をされている業者さんにお願いしたところ、亜鉛棒がどうしても溶けてしまうとの事。
そこでHPを見たお客様からウチへご依頼が。
そんなに亜鉛棒は溶けやすいのかと調べてみると…
融点は「419.5℃」
ハンダの融点は、鉛の含有量でかわりますが…
「約183℃ 〜 217℃」
だいたい200℃くらいの違いはあります。
ちなみに「ろう棒」の融点が、これまた銀の含有量で開きがありますが…
「約620℃ 〜 920℃」
亜鉛棒より高いです。
ろう付けの感覚で行おうとすると当然、亜鉛棒の方が先に溶けてしまいますね。
融点さえ分かって、気をつければ施工は可能だろうと。
とりあえず2〜3個試作をしてみる事になりました。

↑↑とりあえず1個ハンダ付けしてみました。
注意事項として、
「亜鉛棒の接地面にハンダが付かないこと」
これは部品に取り付けた際、接地面が平らになっていないと上手く通電しないため。
あとは当然「接地面が溶け落ちていないこと」
「真鍮部分のネジ山にハンダが付着しないこと」
など、けっこう神経を使う作業でした。
ちょっとでもハンダを流す場所や、熱を加えすぎると起きてしまう欠陥項目でしたから。
ちなみに今回ハンダ付けに使用したバーナーがコチラ。
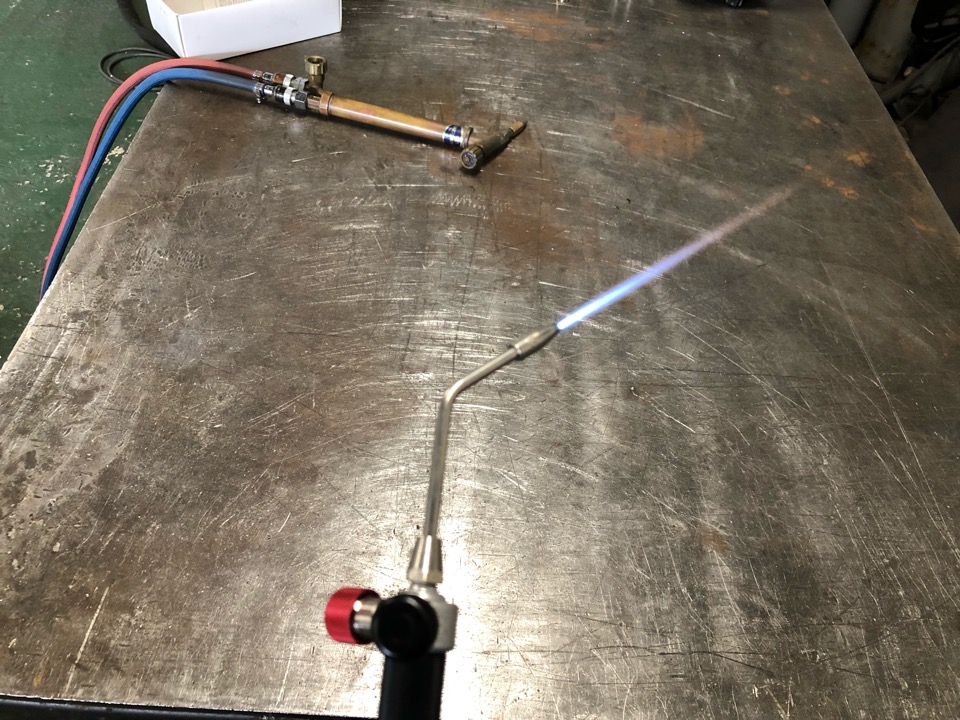
つまようじほどの火が出ます。
本当に細かいモノへのハンダ付けなどに使用してます。
ちなみに奥にあるのが普段よく使用しているバーナー。
ハンダ付けやろう付けを行う部品などに合わせて使い分けてます。
試作をチェックしてもらい、OKをもらいましたので、量産へ…

ざっと100個以上。
久しぶりに精神的に疲れた仕事でしたw
以上、『融点が低いモノへのハンダ付け』でした。
それでは。